
Инструмент для работы с медными трубопроводами в системах кондиционирования |
|
Такая востребованная медь Для прокладки хладагентных контуров (фреоновых трасс) применяются трубы из так называемой «холодильной» меди. Этот материал должен соответствовать международным стандартам (американскому ASTM B 280 или европейскому EN 12735-1) и характеризуется высокой чистотой (содержание меди не менее 99,9%), прочностью и пластичностью. Для разных типов климатической и холодильной техники применяется широкая номенклатура медных труб различных сечений. Так, для прокладки межблочных магистралей бытовых и промышленных систем кондиционирования используются трубы диаметром от 6.35 до 22.22 мм (1/4″–7/8″). Обычно они поставляются в бухтах от 15 до 50 м. Кроме того, для монтажа холодильных систем применяются медные трубы диаметром до 108 мм (4 1/8″), поставляемые в отрезках по 3 и 5 м. Они имеют специально обработанную и очищенную внутреннюю поверхность, исключающую попадание посторонних примесей и включений в хладагент. Владимир Щербаков, начальник сервисного отдела компании «Биосистемы Комфорта», занимающейся продажей, монтажом и сервисом климатического оборудования в г. Ростове-на-Дону, перечисляет несколько ответственных операций, которые должны совершить монтажники в процессе прокладки хладагентных контуров:
• нарезать трубы нужной длины; Для каждой из указанных операций существуют специальные инструменты, без которых достичь качественного результата невозможно. В то же время любой брак приводит к повышенным нагрузкам на оборудование, утечкам хладагентов и т.п. Так что вопрос подбора инструментов имеет в этом случае огромное значение.
Чистый и ровный срез «Ножовка по металлу или «болгарка» не позволяют получить качественный срез. Труба неизбежно деформируется, а в просвет может попасть стружка, – отмечает Антон Милюшкин, инженер по продажам российского подразделения компании RIDGID, ведущего мирового производителя профессионального инструмента для строительно-монтажного, сантехнического и промышленного секторов. – Так что обязательно использование специально разработанных для этих целей роликовых труборезов.
Они не деформируют трубу, не создают лишней стружки и оставляют идеально ровный срез, что крайне важно для качественного соединения». «Единственный расходный материал – это режущие ролики, ресурс которых сильно зависит от характера использования инструмента. К примеру, в труборезах RIDGID ролики изготавливаются из высококачественной стали, и при бережном использовании их хватает на несколько сотен отрезов. Но режущая кромка ролика преждевременно выходит из строя, если труборез закреплен под неверным углом к трубе или к нему прикладывается усилие по оси трубы, – говорит Тимур Кучумов, инженер по продажам самарской компании ООО «ТехноВита», поставляющей в Поволжский регион высококачественные инструменты и оборудование. – По нашему опыту, именно труборезы являются одним из наиболее востребованных инструментов для работы с медными трубами. Особо пользуются спросом мини-труборезы на малые диаметры труб (3-24 мм) и модели с закрытой подачей, конструкция которых предотвращает заедания инструмента. Для работы в ограниченном пространстве популярны труборезы с трещоточной рукояткой и автоподачей – такие как RIDGID 118».
Если нужна высокая производительность при стабильном качестве, например, при прокладке протяженных фреоновых магистралей в зданиях большой площади, лучше подойдут модели с электроприводом. К примеру, портативный станок RIDGID 122 предназначен для быстрой и профессиональной резки, чистки, зенковки и удаления заусенцев с кромок труб и фитингов. При использовании ручных труборезов края отрезанных труб нуждаются в дополнительной обработке. Для этого обычно используется гратосниматель (зенковка) – ручной инструмент, позволяющий за несколько вращательных движений снять фаску и грат с внешней и внутренней стороны среза, очищая его от заусенцев и подготавливая для дальнейших операций.
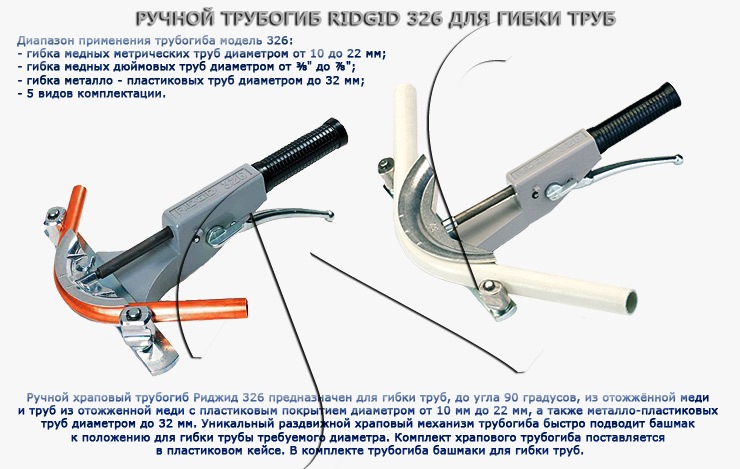
Под любым углом Для сгибания тонких медных труб диаметром 6-16 мм нередко применяется такое простое и бюджетное приспособление, как пружинный трубогиб. Выглядит он действительно как пружина, которая своими витками равномерно распределяет усилие по сгибаемой трубе и тем самым позволяет избежать заломов. Однако качество гибки сильно зависит от мастерства монтажника.
Чтобы гнуть трубы без заломов и перегибов с более стабильным и качественным результатом, следует использовать рычажные трубогибы. Они позволяют точно регулировать получаемые углы сгиба (вплоть до 180°) и предназначены для работы двумя руками. «Компании, занимающиеся монтажом кондиционерного оборудования, зачастую приобретают рычажные трубогибы прицельно под тот диаметр трубы, с которым приходится работать, – рассказывает Тимур Кучумов (ТехноВита»). – Разумная альтернатива с большей универсальностью – ручные арбалетные трубогибы, с которыми можно работать одной рукой. Благодаря сменным гибочным башмакам (профилям) одним инструментом можно сгибать под углом до 90° медные трубы разных диаметров, например самых ходовых 10, 12, 14, 15, 16, 18, 22 мм или аналогичных в дюймах 3/8"–7/8". Также для прокладки бытовых сплит-систем удобны компактные трубогибы. К примеру, RIDGID 456 без какой-либо перенастройки может сгибать под углом до 90° тонкостенные медные трубы трех наиболее востребованных диаметров – 1/4", 5/16" и 3/8"».
Инструмент для вальцовки По словам Антона Милюшкина (RIDGID), наиболее распространены два типа развальцовщиков:
• матрица с набором метрических или дюймовых отверстий-шаблонов в комплекте с вальцовочным конусом, который постепенным нарастанием усилия вдавливает в шаблон зафиксированную трубу; Эспандеры, как ручные, так и электрогидравлические, характеризуются высокой скоростью вальцовки при стабильном качестве. Поэтому, несмотря на сравнительно высокую цену, они пользуются спросом в монтажных организациях с большими объемами работ.
Нежная и надежная фиксация «Для случаев, когда велик риск повреждения или деформаций трубы, разработаны специальные ремешковые ключи. Они снабжены плетеным нейлоновым ремнем шириной 12-45 мм с полиуретановым покрытием для надежного захвата, исключающего скольжение или прокручивание трубы, даже если она мокрая или испачкана маслом, – рассказывает Андрей Макаров, директор российского подразделения компании RIDGID. – Такие ключи предназначены для работы с трубами диаметром от 50 мм (2") до 135 мм (5 1/2")».
Искусство герметичного соединения Однако если речь идет о монтаже промышленных мультизональных систем кондиционирования, где число внутренних блоков может достигать 30-60 штук, фреоновая трасса получается очень разветвленной. Она обычно включает большое число дополнительных компонентов, Т- и X-образные ветвления и гребенки для распределения хладагента по системе. В результате перед монтажниками возникает задача выполнить большое число соединений, способных выдерживать рабочее давление до 10-15 бар. Резьбовые и компрессионные фитинги, применяемые для монтажа водопроводных систем из медных труб, в данном случае не подходят, так как не могут обеспечить должный уровень герметичности. Так что единственным приемлемым вариантом остается та или иная разновидность пайки, то есть соединение участков трубы посредством легкоплавкого сплава. Для пайки обычно используют серебряный или медно-фосфорный припой, сочетающий такие достоинства, как высокая прочность на растяжение и вибростойкость. В простейшем варианте паяного соединения в развальцованный участок трубы с небольшим просветом (до 0,4 мм) вставляется другая труба. Соединяемые участки должны быть очищены от оксидной пленки специальным ершиком или абразивной губкой и обработаны флюсом. Место стыка труб нагревается газовой горелкой, и расплавленный припой наносится на место соединения. Чтобы образующаяся окалина не попала в просвет фреоновой трассы и не стала причиной выхода из строя компрессора, такая пайка должна проводиться при пропускании азота через трубу. После остывания припоя получается прочное и герметичное соединение. Чтобы избежать работы с открытым пламенем, нередко применяют более безопасные индукционные паяльные станции. Более технологичный вариант – использование специальных фитингов для капиллярной пайки. Причем у некоторых производителей припой уже нанесен на внутреннюю поверхность фитинга – достаточно только вставить подготовленные отрезки трубы и нагреть соединение до нужной температуры. Итак, исправная работа дорогостоящего климатического оборудования зависит от таких «мелочей», как чистый и ровный срез или герметичность соединения медных труб. «За последние годы профессиональный уровень российских компаний, занимающихся монтажом климатических систем, заметно вырос, как и техническое обеспечение бригад. Так что ошибки, связанные с прокладкой фреоновых магистралей, сейчас встречаются все реже», – отмечает Владимир Щербаков («Биосистемы Комфорта»). Освоив правильные методы работы с медными трубами, монтажники начинают обращать все более пристальное внимание на сами инструменты, их надежность, эргономику, производительность. В наше время никто не может позволить себе работать медленно, неэффективно и некачественно. Высококонкурентный рынок этого не прощает.
Пресс-служба компании RIDGID |
 Качество монтажа хладагентных контуров при устройстве холодильных и климатических систем во многом зависит от того, какие методы работы используются при подготовке и соединении медных труб. Допущенные ошибки или брак могут стать причиной поломок дорогостоящего оборудования. Так что вопрос выбора подходящих инструментов требует самого пристального рассмотрения.
Качество монтажа хладагентных контуров при устройстве холодильных и климатических систем во многом зависит от того, какие методы работы используются при подготовке и соединении медных труб. Допущенные ошибки или брак могут стать причиной поломок дорогостоящего оборудования. Так что вопрос выбора подходящих инструментов требует самого пристального рассмотрения.

Похожие статьи
| Что такое фанкойл? Что такое чиллер? | |

| |
|
Для ответа на эти вопросы сначала вспомним обычную систему централизованного отопления. В ней есть некоторый центр для нагрева или получения теплоносителя (пара-воды), который потом идет по т ... Читать полностью |
|
| Что такое фанкойл? | |

| |
|
Фанкоил – это блок кондиционирования, который расположен внутри климатической системы. Основная задача устройства – поддержание необходимого температурного режима в помещении. Централиз ... Читать полностью |
|
| Как ликвидировать засор на даче самостоятельно |
|
Чтобы не вызывать сантехников из-за каждого забившегося слива и не плавать в нечистотах часами в ожидании специалистов, стоит подготовить «аварийный чемоданчик» с несколькими самыми вос ... Читать полностью |
| Сферы использования вентиляторов среднего давления | |

| |
|
В производственных помещениях, где отсутствует природная циркуляция воздуха, рекомендуется использовать специальное оборудование. Вентиляторы среднего давления – это оптимальное р ... Читать полностью |
|
| Особенности перевозки пианино |
|
Переезд – дело хлопотное. Нужно упаковать вещи, подготовить мебель, которую при необходимости даже разбирают. А если среди вещей музыкальный инструмент? И не гитара или скрипка, а пианино? Во ... Читать полностью |
Опубликовать свою статью можно из личного кабинета фирмы.
Зарегистрироваться и получить личный кабинет - здесь.